全国服务热线
133-8017-7697
全国服务热线
133-8017-7697咨询手机:133-8017-7697
Q Q: 2531203110
邮箱:2531203110@qq.com
咨询电话:0769-81100386
地址:广东省东莞市东城街道莞长路兴华智慧城6栋1605室
在线咨询
一、行业背景与废水特性
全球铁矿石年产量超25亿吨,我国贡献占比超50%。铁矿选矿过程产生大量高浓度废水:
高悬浮物:SS 2000 - 10000mg/L(含铁矿物、脉石颗粒)
高浊度:500 - 5000NTU(铁矿物胶体导致)
重金属:含Fe³⁺(100 - 500mg/L)、Mn²⁺(10 - 50mg/L)
pH波动:7.5 - 11.5(石灰中和导致)
水质复杂性:含浮选药剂(5 - 50mg/L)、油类(1 - 10mg/L)
传统处理技术瓶颈:
悬浮物去除不彻底(SS残留>100mg/L)
浊度降低有限(处理后>20NTU)
重金属去除率低(Fe³⁺残留>5mg/L)
膜污染严重(清洗周期<15天)
回用水质不稳定(波动影响选矿指标)

二、絮凝沉淀与膜分离协同技术
(一)高效絮凝沉淀系统
构建"多元絮凝剂复配 - 梯级沉淀 - 深度处理"工艺链:
复配絮凝剂:
无机 - 有机复合絮凝剂(聚合硫酸铁 + 改性聚丙烯酰胺)
最佳配比Fe³⁺:PAM = 100:0.5(质量比)
絮体形成速度提升3倍(沉降时间<10分钟)
梯级沉淀:
一级沉淀池(去除>50% SS,停留时间2小时)
二级斜管沉淀(去除80%剩余SS,表面负荷1.5m³/(m²·h))
三级澄清池(深度去除微细颗粒,出水SS<50mg/L)
深度处理:
磁分离技术(回收磁性铁矿物,SS<10mg/L)
电絮凝辅助(降低COD至<50mg/L)
在鞍钢集团某选矿厂应用:
絮凝剂单耗从3kg/kt降至1.2kg/kt
沉淀池出水SS<30mg/L(传统工艺100 - 200mg/L)
年减少污泥产量15万吨(含水率80%)
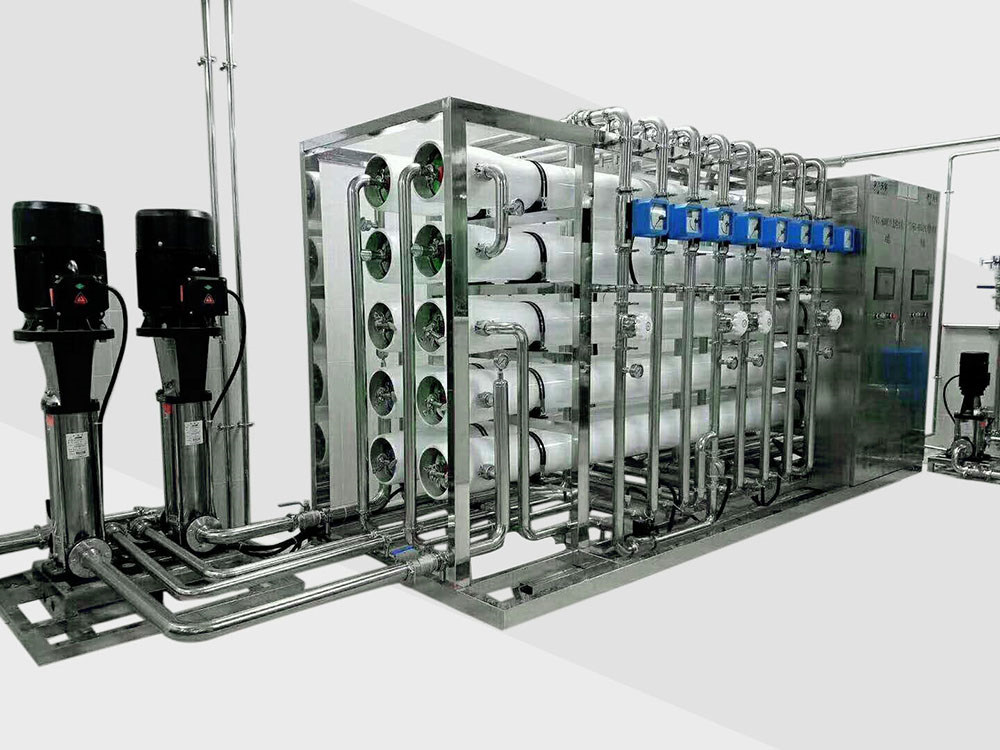
(二)膜分离与回用系统
开发"超滤 - 纳滤 - 反渗透"分级处理链:
超滤(UF):
聚偏氟乙烯(PVDF)膜(截留分子量100kDa)
运行压力0.1 - 0.2MPa
去除90%以上胶体与微细颗粒(出水SS<1mg/L)
纳滤(NF):
复合纳滤膜(截留分子量200 - 300Da)
分离二价离子(Mg²⁺、Ca²⁺)与一价离子(Na⁺、K⁺)
回收率≥85%
反渗透(RO):
芳香聚酰胺复合膜(脱盐率≥99%)
产水水质满足选矿回用要求(电导率<100μS/cm)
浓水排放量减少50%
在河北钢铁集团某选矿厂:
膜系统连续运行周期≥6个月(传统3 - 6个月)
回用水水质悬浮物<1mg/L,浊度<1NTU
系统水回用率≥80%(年节水500万吨)

三、系统集成与智能控制
(一)数字化废水处理平台
开发"在线监测 - 动态优化 - 故障预测"系统:
实时监测:
在线传感器(SS、浊度、pH、电导率、COD)
高频数据采集(每分钟1次)
智能调控:
机器学习模型优化药剂投加量(准确率≥90%)
动态调节膜清洗周期(基于污染指数SDI)
预测维护:
数字孪生模型预测膜污染趋势(准确率≥95%)
自动化清洗系统(响应时间<5分钟)
在宝武集团某选矿基地:
处理成本降低20%(年省300万元)
人工干预减少70%
系统稳定性提升至99.5%
(二)过程优化与资源回收
构建"絮凝剂精准投加 - 膜污染控制 - 副产品回收"网络:
絮凝剂优化:
基于浊度实时反馈的自适应投加
减少药剂浪费30%
膜污染防控:
电化学清洗(恢复通量≥95%)
在线超声辅助清洗(减少化学清洗频率)
副产品回收:
沉淀铁矿物再选(回收率≥70%)
浓缩液金属提取(如磁铁矿、赤铁矿)
在太钢集团某选矿厂:
年减少絮凝剂用量200吨
膜通量衰减率从15%/月降至5%/月
回收铁矿物价值800万元/年
四、典型工程案例解析
鞍钢集团弓长岭选矿厂(日处理50000吨):
工艺配置:
絮凝沉淀系统(30000m³/h)
膜处理装置(10000m³/h)
智能控制系统(全覆盖)
运行指标:
项目 传统工艺 本系统
SS去除率(%) 80 98
浊度(NTU) 50 0.5
回用水量(m³/d) 20000 40000
经济效益:
年节水1800万吨
减少药剂成本500万元
综合效益2000万元/年
五、技术发展趋势与挑战
当前研究重点:
✅ 新型绿色絮凝剂开发(生物基、可降解)
✅ 抗污染膜材料创新(纳米涂层、仿生结构)
✅ 数字孪生与AI全流程优化控制
面临挑战:
复杂矿质废水适应性(多金属、多药剂)
膜系统长期稳定性(>5年)
系统全生命周期成本优化
六、实施路径与政策支持
企业分阶段部署策略:
基础改造期(0 - 1.5年):
安装絮凝沉淀与膜处理系统
建立在线监测网络
优化升级期(1.5 - 3年):
集成智能控制与资源回收
开发工艺优化模型
智慧运营期(3年后):
实现废水处理全自动化
达成资源回收最大化
政策支持方向:
将水回用率纳入铁矿企业环保考核
提供膜设备研发专项补贴
建立铁矿废水处理技术标准
铁矿选矿废水回用技术正从"达标排放"向"资源循环 - 零排放"转型,该协同技术体系为行业绿色高质量发展提供了创新路径。