全国服务热线
133-8017-7697
全国服务热线
133-8017-7697咨询手机:133-8017-7697
Q Q: 2531203110
邮箱:2531203110@qq.com
咨询电话:0769-81100386
地址:广东省东莞市东城街道莞长路兴华智慧城6栋1605室
在线咨询
冶炼工业作为国民经济的重要基础产业,其生产过程中产生的废水具有成分复杂、污染物浓度高、毒性大等特点。典型冶炼废水主要来源于湿法冶金、烟气洗涤、设备冷却等工序,含有高浓度的重金属离子(如铅、锌、铜、镉、砷等)、酸性物质、悬浮物及溶解性盐类。这类废水若未经有效处理直接排放,将对水环境造成严重危害,并通过食物链威胁人类健康。
传统冶炼废水处理方法如化学沉淀、离子交换、吸附等虽有一定效果,但普遍存在处理不彻底、污泥产量大、运行成本高等问题。特别是随着《铅、锌工业污染物排放标》(GB 25466-2010)等环保法规的日益严格,传统工艺已难以满足新的排放要求。膜分离技术因其高效、节能、无相变等优势,正逐渐成为冶炼废水深度处理的核心技术。
膜技术分类与基本原理
膜分离技术是利用具有选择透过性的薄膜为分离介质,在外界能量或化学位差推动下对混合物中组分进行分离、提纯和富集的过程。根据膜孔径大小和分离机理不同,应用于冶炼废水处理的膜技术主要分为以下几类:
微滤技术(MF)采用孔径0.1-10μm的微孔膜,主要去除悬浮颗粒、胶体和大分子物质。某铜冶炼厂采用陶瓷微滤膜作为预处理,可将悬浮物浓度从500mg/L降至5mg/L以下,为后续工艺提供良好进水条件。
超滤技术(UF)的膜孔径为1-100nm,能有效截留蛋白质、多糖等大分子有机物及部分重金属络合物。新型聚醚砜超滤膜对冶炼废水中铜离子的截留率可达85%以上,且通量稳定在20-25L/(m²·h)。
纳滤技术(NF)的截留分子量在200-1000Da之间,对二价及多价离子有较高去除率。某铅锌冶炼企业应用纳滤系统,对Cd²⁺、Pb²⁺的去除率分别达到98.7%和99.2%,出水重金属浓度远低于排放限值。
反渗透技术(RO)几乎可截留所有溶解性盐和分子量大于100Da的有机物。采用海水淡化级RO膜处理冶炼废水,脱盐率可达99%以上,产水可回用于高压锅炉补给水系统。

典型工艺流程与工程应用
双膜法集成工艺
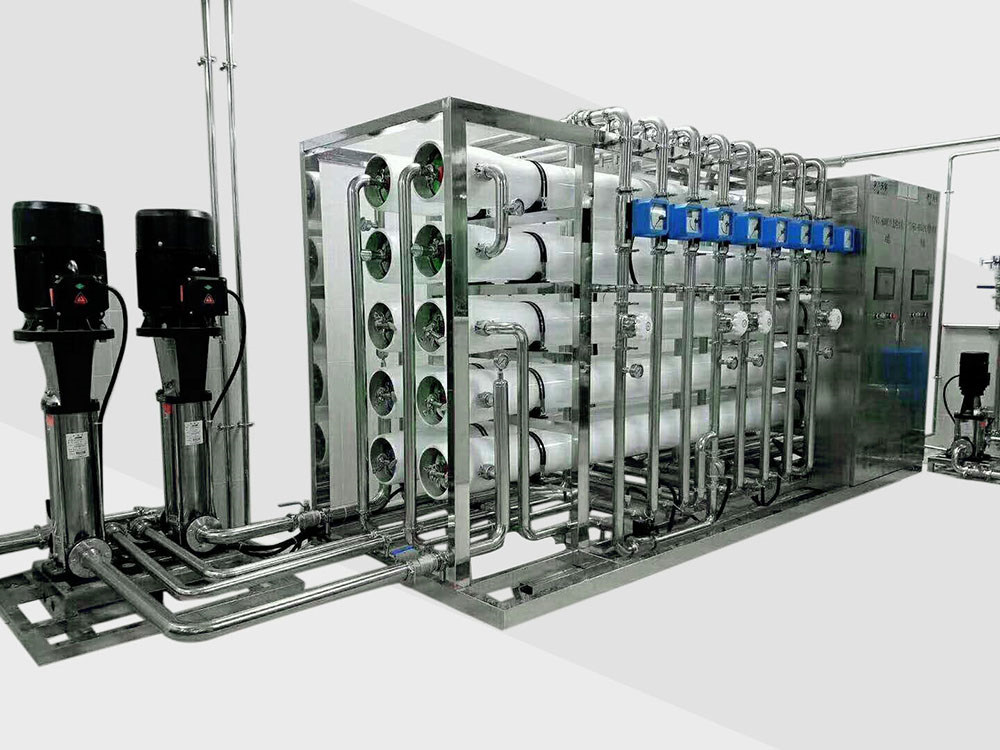
"超滤-反渗透"双膜系统是目前冶炼废水回用处理的主流工艺。广东某大型冶炼厂采用此工艺处理1200m³/d废水,首先通过"石灰+铁盐+生物制剂"预处理降低硬度和重金属浓度,再经超滤去除胶体和悬浮物(SDI<3),最后通过反渗透深度脱盐。系统长期运行数据显示,产水电导率<50μS/cm,COD<10mg/L,回用率达75%以上。
该工艺的创新点在于:① 增设生物制剂协同脱钙单元,将进水硬度(以CaCO₃计)从850mg/L降至200mg/L以下,显著减轻膜结垢风险;② 采用浓水分质回用策略,将RO浓水用于渣包冷却,实现废水零排放;③ 引入AI算法优化清洗周期,使化学清洗频率从每月1次延长至每季度1次。
膜生物反应器(MBR)技术
MBR将膜分离与生物处理相结合,特别适用于含有机物的冶炼废水。云南某锡冶炼厂采用"缺氧-好氧MBR"组合工艺,污泥浓度维持在8000-12000mg/L,对COD和氨氮的去除率分别达92%和95%,同时实现对Pb²⁺、Zn²⁺的同步去除。
该系统的技术突破包括:① 选用PVDF中空纤维膜,抗污染性能强,使用寿命达5年;② 开发耐重金属菌种,在Pb²⁺浓度50mg/L条件下仍保持90%以上COD去除率;③ 集成在线超声清洗装置,使膜通量衰减率降低60%。
高压膜集成系统
针对高盐冶炼废水,浙江某冶炼企业创新采用"纳滤-高压反渗透"分级处理工艺。纳滤单元首先分离80%的硫酸根(截留率>95%),减轻后续RO结垢压力;高压RO在6-8MPa操作压力下运行,将TDS从35000mg/L降至500mg/L以下。系统创新性地采用能量回收装置,使吨水电耗从12kWh降至7.5kWh。
技术挑战与解决方案
膜污染控制
冶炼废水中的胶体、有机物和结垢离子易导致膜污染。最新研究表明,以下措施可有效缓解污染:
预处理优化:采用电絮凝-微滤组合预处理,可使膜污染速率降低70%
新型抗污染膜:石墨烯改性聚酰胺膜表面接触角降至35°,显著提高抗有机物污染能力
智能清洗策略:基于物联网的预测性清洗系统通过监测跨膜压差、通量等参数,精准判断清洗时机
浓水处理难题
膜系统产生的浓水污染物浓度极高,处理难度大。目前主流解决方案包括:
蒸发结晶:机械蒸汽再压缩(MVR)技术能耗仅为多效蒸发的1/3
电化学处理:硼掺杂金刚石电极对浓水中COD去除率达90%以上
分质资源化:选择性分离回收浓水中的有价金属,如铜、镍等
成本控制途径
膜材料国产化:国产反渗透膜价格已降至进口产品的60%,性能差距不断缩小
系统设计优化:通过数字孪生技术模拟不同工况,可使投资成本降低15-20%
能源回收利用:压力交换器可回收RO浓水95%的能量
未来发展趋势
新型膜材料研发成为关注焦点。金属有机框架(MOF)膜因其规整孔道和可调表面性质,对Pb²⁺/Na⁺的选择性比传统膜提高10倍;二维材料如MXene膜对Cd²⁺的吸附容量达450mg/g,兼具分离与吸附功能。
智能化运行是重要发展方向。某智能水厂应用数字孪生技术,通过实时数据驱动模型预测膜性能衰减,使系统运行稳定性提高40%。AI算法可动态优化药剂投加量和清洗周期,降低15%运营成本。
低碳工艺创新备受瞩目。光伏驱动膜系统在日照充足地区可实现30-50%能源自给;微生物燃料电池耦合膜技术,在处理废水同时产生电能,实验室规模已实现0.8kWh/m³的能源产出。
结论与展望
膜分离技术为冶炼废水深度处理与回用提供了高效解决方案。未来应重点关注三个方向:1)开发高选择性、抗污染的新型膜材料;2)优化集成工艺,实现分质处理与资源回收;3)推进智能化、低碳化运行模式。随着技术进步和成本下降,膜技术将在冶炼行业绿色转型中发挥更加重要的作用,为实现"双碳"目标提供技术支撑。