全国服务热线
133 4263 6861
全国服务热线
133 4263 6861咨询手机:133 4263 6861
Q Q: 2466368147
邮箱:2466368147@qq.com
咨询电话:0769-81100386
地址:广东省东莞市东城街道莞长路东城段143号6栋1607室
在线咨询
一、项目背景与行业挑战
客户为中国首家发制品上市公司,产品主要出口,年创汇额高。随着生产规模扩大,废水处理成为制约其可持续发展的环保瓶颈。企业迫切需要一套能稳定、高效处理此类高难度废水,并确保出水长期稳定达到国家《污水综合排放标准》(GB 8978—1996)二级标准的可靠解决方案。

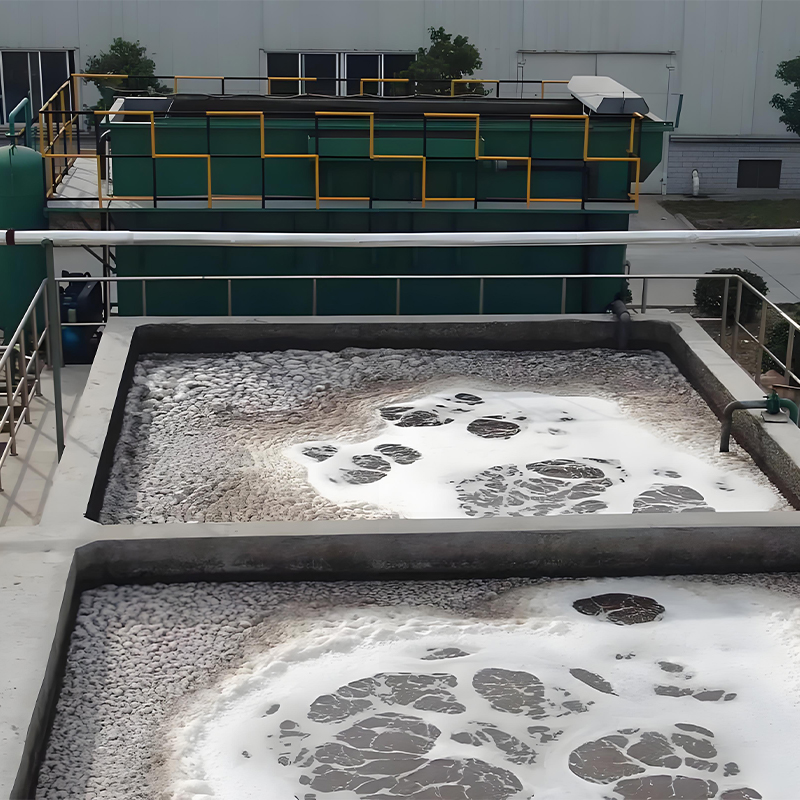
二、我司定制化解决方案:多级强化氧化与生物处理组合工艺
面对可生化性差、色度高、氨氮高的三重难题,常规生化工艺难以奏效。我司技术团队创新性地采用了 “物化预处理+两级生物强化+深度氧化脱色” 的梯级深化处理工艺,核心路线为:絮凝气浮 → 预臭氧化 → 水解酸化 → SBR → 臭氧活性炭 → 终氧化塔。
1. 高级物化预处理:采用“絮凝气浮”高效去除悬浮物、胶体及部分色度与COD;其后增设“预臭氧化”单元,利用臭氧强氧化性初步破解大分子难降解有机物,将废水B/C比提升至0.4以上,为生化处理创造关键前提。
2. 核心生物强化处理:采用“水解酸化+SBR”组合。水解酸化池进一步将复杂有机物转化为小分子易降解物质;SBR(序批式活性污泥法) 凭借其运行灵活、抗冲击能力强、脱氮效果好的特点,在此类间歇性、高浓度废水中展现出显著优势,通过精确的时序控制完成高效碳氮去除。
3. 深度氧化保障系统:生化出水进入“臭氧-活性炭”深度处理单元。活性炭吸附残留污染物,同时臭氧催化氧化活性炭表面吸附物,实现活性炭部分再生并协同降解难溶有机物,确保色度与COD深度去除,最终出水稳定达标。
三、项目关键成果
1. 稳定达标排放:出水水质长期稳定优于《污水综合排放标准》(GB 8978—1996)二级标准,彻底解决客户环保后顾之忧。
2. 运行经济高效:系统设计紧凑,总占地面积约2500㎡。经优化运行,吨水处理成本仅约 1.02元(不含折旧),在同类高难度废水处理中成本控制出色。
3. 系统智能可靠:总装机容量124.1kW,核心SBR工艺采用PLC全自动控制,运行管理简便,稳定性高。
四、我们的核心优势
本项目成功的关键在于我司对难生化降解工业废水的深刻理解与工艺整合能力:
1. 工艺链设计能力:针对极低B/C比废水,成功构建了从“可生化性改善”到“深度氧化保障”的完整技术链条。
2. 高级氧化技术应用经验:娴熟运用臭氧氧化及其组合技术,有效破解了发制品废水的色度与难降解有机物难题。
3. 全流程成本控制:通过物化、生化、深度的合理匹配与能量优化,在确保顶级处理效果的同时,实现了项目全生命周期成本的最小化。
五、结语
该发制品上市公司废水处理项目的成功实施,标志着我司在高色度、难降解特种工业废水治理领域具备了成熟领先的解决方案能力。我们致力于以技术创新助力更多企业实现绿色转型与合规发展。
如果您正在为高浓度、难生化、高色度工业废水的处理难题寻找可靠答案,欢迎随时与我们联系,获取定制化技术方案。